Manufacturing intelligence sounds like something every manufacturer should have. After all, everyone wants to operate intelligently. But in the manufacturing software sector, Manufacturing Intelligence (MI) has had a checkered history. MI is a term that emerged in the 1990s by software providers that were trying to distinguish themselves from Manufacturing Execution System (MES) providers. Since that time, MI has emerged as valuable, highly specialized decision support enablers that every manufacturer should now rely upon.
Looking back at how MES applications evolved, they all had shop floor control, critical work management tools, and of course, the ability to execute upon these plans. Due to the state of technology at the time, MES software was somewhat complex, difficult to manage, and quite costly, especially across multi-site, large scale manufacturing environments.
New Market Entrants – Manufacturing Intelligence Vendors
MI vendors came into the market with simplistic dashboard and reporting tools that were less costly and provided some insight into operational performance. Often one of the biggest selling features were visually appealing charts and gauges that were used to sell the systems with a visual “flair.”
The problem with many of these early Manufacturing Intelligence applications was they simply used whatever data was presented to them and put it up on displays and dashboards often personifying the classic IT truism; Garbage In, Garbage Out (GIGO). Today’s MI solutions are a far cry from those early tools. As one example, at our recent Excelerate Innovation 2020 event, iBase-t unveiled the next generation of its MI solution.
Watch the recording: Manufacturing Intelligence: Current & Future Capabilities
The Next Generation of Manufacturing Intelligence
While legacy Manufacturing Intelligence applications were often nothing more than tools to build simple dashboards to display manufacturing data collected from the shop floor, new solutions are now focused on collecting all the valuable data that can now be collected in near real-time from across a much wider scope of processes, equipment, and applications.
Of course, the data must be displayed in a visually pleasing way, but the depth behind the data is now far more robust than what was even considered possible just 10 years ago. And, when you add in advanced business analytics capabilities that can perform highly robust regression and extrapolation models, the value of investing in a highly specialized Manufacturing Intelligence application is substantial, for sure!
As you make your decision on what product to consider, be sure these three key best-in-class attributes are included:
- Rich analytics capabilities
- Out-of-the-box dashboards and reporting tools
- Manufacturing-specific data contextualization
This means the data displayed is far more useful to those viewing it – and more importantly – it augments the decision-making process to empower shop floor workers to react better and faster. The time-to-value for such an industry-specific solution makes it easier to use this type of solution in a manufacturing environment, especially when compared to generic business intelligence (BI) tools.
The Importance of Data Contextualization
What makes a “pure-play” Manufacturing Intelligence application so powerful is when the data being displayed is contextualized to add better intelligence, ideally in a highly visual manner. As they say, a picture is worth 1,000 words.
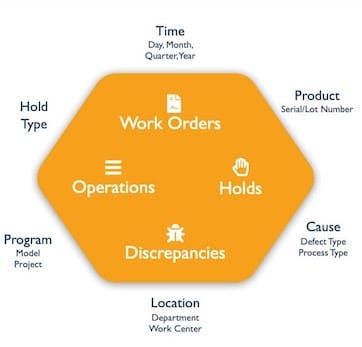
Figure 1 shows how information can be organized along six dimensions: Time, Product, Cause, Location, Program, or Hold Status.

The ability to provide a look at any of the shop floor data by combining these fundamental sort options provides a powerful means of quickly identifying any operational issue while providing better insights as to where the remedy may lie.
The iBase-t application can create a dashboard based on a three-tier architecture with an underlying data warehouse, which can be deployed either on an Oracle db. or SQL Server. Accessing the data warehouse is via Extract, Transfer, Load (ETL) scripts that enable interoperability with virtually all generic BI tools and common data sources as well as many enterprise applications. The third element is the front-end reports and dashboards that are pre-built using the Microsoft BI tool.
Learn more about iBase-t’s Manufacturing Intelligence solution.
As you evaluate your decision support tools and intelligence applications, be sure to research and understand the significant differences between generic Business Intelligence tools (and those with a plug-in manufacturing module) vs. those applications that have been designed and architected to work specifically on a shop floor environment and can deliver real-time manufacturing intelligence. Don’t be fooled by a dashboard that just shows pretty charts and gauges!




