 Bottom Line: The greater manufacturing, procurement, sourcing and quality complexity there is in any enterprise, the more urgent and varied the need for accurate, clear analytics that accelerate supply chain accuracy and performance.
Bottom Line: The greater manufacturing, procurement, sourcing and quality complexity there is in any enterprise, the more urgent and varied the need for accurate, clear analytics that accelerate supply chain accuracy and performance.
Supply chains aren’t getting to the levels of optimal performance they are capable of because they lack accurate, real-time visibility into network and individual supplier performance and quality levels. There is a significant gap in the accuracy, latency and visibility of data needed to manage the wide spectrum of make-to-stock through engineer-to-order production strategies many manufacturers are relying on today. Using advanced analytics and big data, manufacturers who are heavily reliant on their supply chains to streamline complex manufacturing strategies can significantly improve overall network performance.
Forward-thinking companies are relying on lean Six Sigma to selectively target and improve specific areas of their supplier network performance. Manufacturers who are using the DMAIC methodology (Define, Measure, Analyze, Improve and Control) in conjunction with advanced analytics are gaining competitive advantages in time-to-market and improved quality. There are many examples of companies with complex manufacturing operations who have standardized on lean Six Sigma to improve supply chain visibility and performance. General Electric (GE) has engrained the use of lean Six Sigma techniques throughout its many production operations which continues to be a solid contributor to their market share dominance in all key industries they choose to compete in (Bisgaard, Hoerl, Snee, 2002). GE’s reputation for being able to reduce core process cycle times and time-to-market while increasing quality and scaling product complexity is attributable to the depth of Six Sigma expertise and process improvement throughout their enterprise (Chung, Hsu, Yen, 2008).
Moving Beyond Six Sigma with Advanced Analytics
GE’s ability to aggregate, analyze and use intelligence to dominate new markets is enviable, and by many seen as unattainable. With the advent of analytics and big data, that’s not the case however. Manufacturers are bridging the gap between the insights and intelligence made available through the use of the Supply Chain Operations Reference Model (SCOR) model (Udoka, 2004) and the Hierarchy of Supply Chain Metrics originally created by AMR Research (now Gartner) (Hoffman, 2004) with advanced analytics and big data. It’s no longer about redefining reporting, advanced analytics and big data initiatives to align with current manufacturing constraints. Manufacturers are now scaling their supply chains, manufacturing operations and entire value chains based on the insights gained from advanced analytics and big data.
Using the Hierarchy of Supply Chain Metrics as a baseline for developing dashboards that provide insights into how supply chain operations impact the financial statements of their businesses, more manufacturers are able to gain greater insights and drive much-needed improvement in their operations. They are focusing on driving their operations to scale rather than scaling their analytics to match their operations. And that is making many of them more competitive in a wide cross-section of turbulent industries including high tech electronics and consumer packaged goods The Hierarchy of Supply Chain Metrics is shown below in Figure 1.
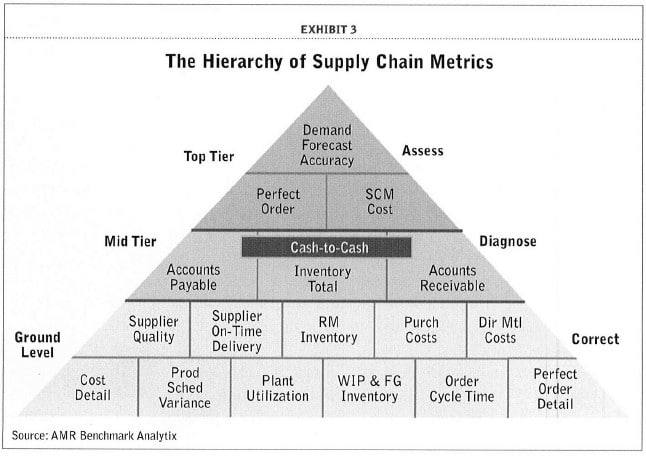 Figure 1: The Hierarchy of Supply Chain Metrics, Source: (Hofman, 2004)
Figure 1: The Hierarchy of Supply Chain Metrics, Source: (Hofman, 2004)
Combining the six management processes of the SCOR Model (Plan, Source, Make, Deliver, Return and Enable) with the Hierarchy of Supply Chain Metrics, supply chain strategists can get to greater levels of supply chain visibility including how network performance impacts divisional and corporate performance. In speaking with several vice presidents and directors of supply chain operations, the focus each has on being able to more clearly define the financial performance of collaborative planning forecasting and replenishment (CPFR), current and future value of reverse logistics programs, and vendor managed inventory (VMI) operations from a financial standpoint is clearly a priority. The combining of the SCOR and Hierarchy of Supply Chain Metrics is giving supply chain strategists a baseline of analytics, Key Performance indicators (KPIs) and metrics they can use to bridge the gap between supply network performance and financial results.
Advanced analytics and big data are being used to close the gaps in supplier network performance and alleviate the high cost of product customization with build-to-order, configure-to-order and engineer-to-order strategies. This is particularly challenging for smaller manufacturers whose supply chains can literally make or break their financial viability. For these manufacturers, their ability to move quickly with product customization strategies and respond faster than their larger competitors is one of their core competitive differentiators. The SCOR model and Hierarchy of Supply Chain Metrics are a baseline for many of them, with advanced analytics tools providing them with the flexibility of defining their own metrics. Smaller manufacturers spoken with are focused on using big data to compete more on accuracy and speed, less on price or allowing overcommitment to customers dominate everything from their selling to production strategies.
Conclusion
Using advanced analytics and big data to broaden the scope of supply network performance beyond individualized Six Sigma projects alone is setting the foundation for an entirely new level of supply chain performance. Using the insights and intelligence gained from these techniques, manufacturers are bridging the gaps between the SCOR Model and Hierarchy of Supply Chain Metrics. This is leading to supply chain strategists being able to report back the financial results of their efforts at orchestrating and optimizing their supplier networks.
References:
Bisgaard, S., Hoerl, R. W., & Snee, R. D. (2002). Improving business processes with six sigma. Quality Congress. ASQ’s Annual Quality Congress Proceedings, , 701-704.
Chung, Y., Hsu, Y., & Yen, T. (2008). Using the six sigma system approach to reduce core process times at a manufacturing plant. International Journal of Management, 25(3), 431-438,592.
Dyer, J. H., & Nobeoka, K. (2000). Creating and managing a high-performance knowledge-sharing network: The Toyota case. Strategic Management Journal, 21(3), 345-367.
Udoka, S. J., Ph.D. (2004). A framework for a confluence of six-sigma, lean strategies and SCOR. IIE Annual Conference.Proceedings, 1.

//