New demands on manufacturing, such as shorter time to market, shorter lifecycles, increased number of product configurations, high performance, flexible dynamic processes, are driving the need for smarter and more automated machines and production processes. As a result, there is increased complexity in all activities and communications regarding product and plant assets (e.g. plants, machines, sensors, systems, assemblies, software). These requirements spur the enterprise to exchange product data in electronic form and move forward to a digital factory that communicates with generic terminology and standard formats to a comprehensive network of digital models, methods, and tools that are integrated by a comprehensive data management system.
The exchange of data between and within enterprises, between engineering tools, and between departments can only run smoothly when both the information to be exchanged and the use of this information has been clearly defined.
Smart Manufacturing methods will require that manufacturers and vendors of hardware and software embrace these new integration standards that will facilitate these new levels of communication and automation. Methods that are able to describe all information of a product and production system during the planning and development process and make this information understandable, reusable and changeable through the product’s entire lifecycle will give an advantage to all parties involved in different aspects of its lifecycle.
Some of the nomenclature and messaging standards of interest for Smart Manufacturing include:
- ISO 10303 – Industrial automation systems and integration – Product data representation and exchange (STEP )
- ISO/AWI 14306 – Industrial automation systems and integration – JT file format specification for 3D visualization
- ISO/TR 10314 – Industrial automation – Shop floor production
- IEC 62264/ISA 95 – Enterprise-control system integration Communication (ISA 95)
- IEC 62832 – Digital Factory
- IEC 62541 – OPC UA
- ISO/DIS 22400 – Manufacturing operations management – Key performance indicators
- OAGIS – Use of OAGIS XML standards for A2A (application to application) or B2B (business to business) integration interfaces
ISO 10303 – Industrial automation systems and integration – Product data representation and exchange (STEP )
ISO 10303 is an ISO standard for the computer-interpretable representation and exchange of product manufacturing information. It is known informally as “STEP,” which stands for “Standard for the Exchange of Product model data”. ISO 10303 can represent 3D objects in Computer-aided Design (CAD) and related information.
The international standard’s objective is to provide a mechanism that is capable of describing product data throughout the life cycle of a product, independent from any particular system. The nature of this description makes it suitable not only for neutral file exchange, but also as a basis for implementing and sharing product databases and archiving.
Typically STEP can be used to exchange data between CAD, computer-aided manufacturing (CAM), computer-aided engineering (CAE), product data management (PDM) systems. STEP is addressing product data from mechanical and electrical design, geometric dimensioning and tolerancing, analysis and manufacturing, with additional information specific to various industries such as automotive, aerospace, building construction, ship, oil and gas, process plants and others.
In December 2014 ISO published the first edition of a new major Application Protocol AP-242 that contains extensions and significant updates for geometric dimensioning and tolerancing.
The Application Protocol AP-238 (aka. STEP-NC) standard defines a CNC part program as a series of operations that remove material defined by features. The features supported include holes, slots, pockets and volumes defined by 3D surfaces. Each operation contributes to the manufacture of a feature by defining the volume of material to be removed, the tolerances, the type of tool required and some basic characteristics such as whether this is a roughing or finishing operation. The operations are then sequenced into a work plan that converts the stock into the final part.
ISO/AWI/DIS 14306 – Industrial automation systems and integration – JT file format specification for 3D visualization
The design and manufacture of today’s products is largely based on 3D electronic models developed on CAD systems. While these tools provide powerful capabilities for developing product definitions, the objective of 3D visualization is to allow the resulting information to be viewed across a wider population without the need for high-end CAD workstations or CAD software licenses. This facilitates review and information use, accelerating product development. Standard information formats for visualization allow such tools to be used to view information generated by different native CAD systems.
ISO 14306 defines the syntax and semantics of the JT Version 9.5 file format from a complete description of its file structure and data segments (assembly, 3D exact, 3D facetted), to a thorough discussion of JT data compression, encoding and best practices.
There is a proposal to extend ISO 14306 to include external references to support semantic PMI for assemblies and other requirements from ISO 10303 AP 242.
Example use scenarios include:
- Request for quotation
- Digital mockup work to validate that a product can be assembled together (spatial validation and clash detection)
- Transmission of product models by manufacturing or subcontractors, for viewing and possible annotations
- Extraction of images for technical publications
- Viewing of design data for manufacturing and maintenance
Business benefits include:
- Use of standard format for communicating design information (approved documents) through the organization for visualization purposes
- Avoidance of cost of CAD workstations and software for viewing purposes
IEC 62264/ISA 95 – Enterprise-control system integration Communication (ISA 95)
The IEC 62264 (aka. ISA 95) standards define the standard terminology for business to manufacturing integration providing a clear description of exchanged information between the Enterprise systems (Level 4), Manufacturing Operations System (Level 3) and the control systems (Levels 1, 2), information has to be exchanged and move through. The information that should be exchanged can be divided into 4 categories of information; product definition, production capability, production schedule, production performance. Each one contains information about the resources, i.e., about personnel, material, equipment and process segments.
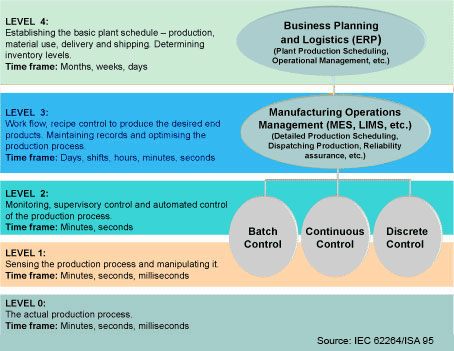
Part 1 and Part 2 of the standard defines the information that should be exchanged, whereas Part 3 of the standard focuses upon the activities needed within the Manufacturing Operations system (Level 3). The manufacturing operations are divided into 4 groups, production operations, maintenance operations, quality operations and inventory operations. Each of the operation is presented with an activity model, detailing the set of activities that are required for manufacturing.
ISO/TR 10314 – Industrial automation – Shop floor production
Twelve manufacturing functions have been identified and described as part of manufacturing from customer order through to delivery of the product. These departmental and functional definitions are building blocks for sharing business process management practices across the organization and the supply chain.
- Corporate management
- Direction of enterprise
- Strategic planning
- Feasibility study for investment
- Risk management
- Finance
- Financial planning
- Corporate budgeting
- Financial accounting
- Marketing and Sales
- Marketing research
- Advertising
- Sales forecasting
- Sales scheduling
- Pricing
- Sales (order, delivery, invoice)
- Product service
- Research and Development
- R & D planning
- Basic research
- Applied research
- Product development
- Manufacturing development
- Product design and Production engineering
- Define product specifications
- Preliminary design and testing
- Detailed design
- Design analysis, test, evaluation
- Revise design
- Release design for production planning
- Project management
- Process planning
- Programming of numerical control and programmable control
- Tooling
- Plant engineering
- Bill of material
- Quality assurance planning of production
- Production configuration
- Production management
- Production scheduling
- Product and Inventory control
- Production monitoring
- General maintenance request
- Quality control
- Cost control and cost management
- Procurement
- Vendor performance
- Purchasing
- Receiving
- General stores
- Shipping
- Product storage
- Distribution
- Waste material treatment
- Waste material processing
- Waste material storage
- Resource management
- Facility management
- Tool control
- Energy management
- Time and Attendance
- Facility security
- Health and Safety
- Environment control
- Maintenance management
- Preventive maintenance
- Corrective maintenance
- Shop Floor Production
- Material store
- Transport material
- Transform material
- Incoming inspection
- In-process gauging and testing
- In-process audit
- Product audit
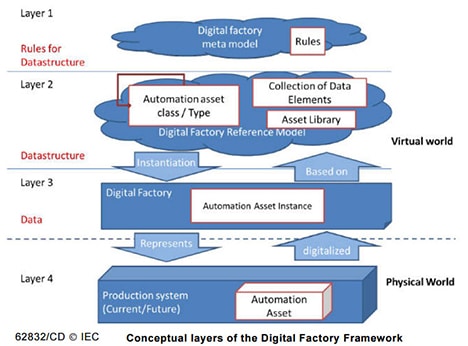
IEC 62832 – Digital Factory
A standard for digital representation and identification of assets in the factory.
Today each department inside the enterprise describes its products and production systems according to its own data management schemes, often using different terms and structures, with no seamless information exchange can be found between all the actors involved in the product and production system lifecycle due to this lack of interoperability in the information systems. This standard aims to establish guidelines for communicating the descriptions of the objects and the exchange of information among different systems in the organization.
IEC 62541 – OPC UA
OPC Unified Architecture (OPC UA) is a framework defined by the OPC Foundation for the secure, reliable and manufacturer-neutral transport of raw data and pre-processed information from the manufacturing level into the production planning or enterprise system. With OPC UA, all desired information is available to every authorized application and every authorized person at any time and in any place. This function is independent of the manufacturer from which the applications originate, the programming language in which they were developed or the operating system on which they are used. On the basis of a service-orientated architecture (SOA), OPC UA forms the bridge between the company management level and embedded automation components
Parts of the IEC 62541 standard include Address Space Model (-03), Services (-04), Information Model (-05), Mappings (-06), Profiles (-07), Data Access (-08), Alarms & Conditions (-09), Programs (-10), Historical Access (-11), Aggregates (-13) and Device Integration (-100).
These specifications have been developed by more than 30 automation vendors, during a time period of five years. Classic OPC provides standard specifications for data access (DA), historical data access (HDA), and alarms and events (A&E). These OPC specifications are widely accepted by the automation industry. Classic OPC was based on Microsoft-COM/DCOM-technology, but the latest OPC UA (Unified Architecture) also supports Web services methodologies. By using web service technology OPC UA becomes platform-independent. OPC UA can be seamlessly integrated into Manufacturing Execution Systems (MES) and Enterprise Resource Planning (ERP) systems, running not only on Unix/Linux systems using Java, but also on controllers and intelligent devices having specific real-time capable operation systems.
ISO/DIS 22400 – Manufacturing operations management – Key performance indicators
ISO 22400 defines key performance indicators (KPIs) used in manufacturing operations management. ISO 22400-2:2014 specifies a selected number of KPIs in current practice. The KPIs are presented by means of their formula and corresponding elements, their time behavior, their unit/dimension and other characteristics. ISO 22400-2:2014 also indicates the user group where the KPIs are used, and the production methodology to which they correspond.
Some of the measures defined include the following:
- Raw materials inventory, Consumables inventory), Finished goods inventory, Work in process inventory, Consumed material.
- Order quantity, Scrap quantity, Good quantity, Rework quantity, Produced quantity
- Equipment production capacity, Worker efficiency, Throughput Rate, Utilization efficiency, Overall equipment effectiveness, Availability, Effectiveness, Quality Ratio, Technical efficiency, First pass yield, Scrap ratio, Rework ratio
- Process capability index, Inventory turns, Finished goods ratio
- Mean Operating time between failures, Time to failure, Corrective maintenance time
OAGIS – Messaging standards for A2A or B2B integration interfaces
OAGIS standards are published by OAGI (Open Applications Group) and are focused on building enterprise ready standards for A2A (application to application), B2B (business to business), Enterprise, Mobile, and Cloud interoperability.
Examples of BODs (Business Object Documents) include: Process Purchase Order, Acknowledge Purchase Order, Get Inventory Balance, Show Inventory Balance, Notify Shipment, Notify Receive Delivery, Process Remittance Advice
Examples of nouns in OAGIS BODs include: ItemMaster, BOM,ConfirmWIP, DispatchList, EmployeeWorkSchedule, EmployeeWorkTime, EngineeringChangeOrder, InspectDelivery, InventoryConsumption, IssueInventory, MoveInventory, Routing, Shipment, ShipmentSchedule, Operation, Personnel, ProductionOrder, ProductionSchedule, PurchaseOrder, ReceiveItem
OAGIS verbs include: Acknowledge, Cancel, Change, Confirm, Get, Load, Notify, Post, Process, Show, Sync
Organizations should get acquainted with these standards, embrace them for future projects, and participate in their evolution. It will be a one more step on the path towards the next generation of Smart Manufacturing and Connected Enterprise.
