
MESA International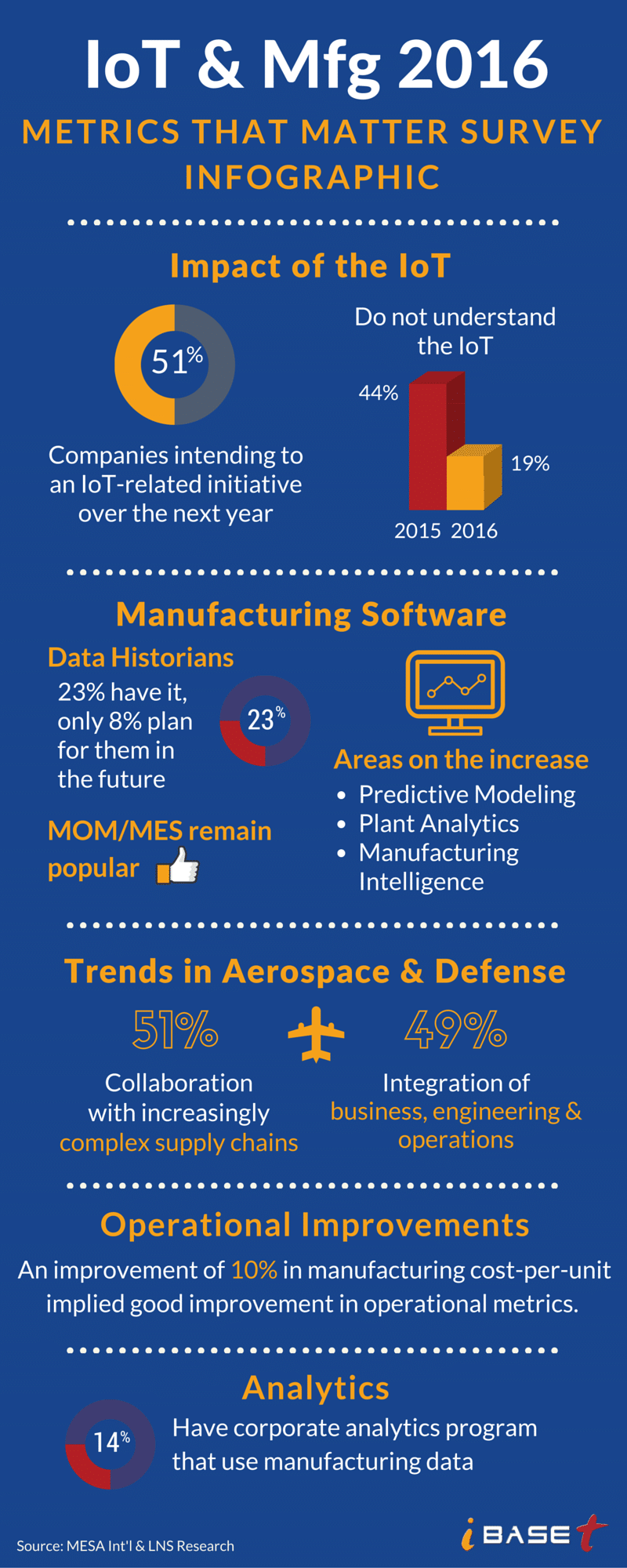 and LNS Research recently released their annual Metrics that Matter survey, with an eye towards the impact of the Internet of Things (IoT) on the manufacturing space. Comparing the demographics of this year’s survey respondents to those of the last few years, the growing role of management vis-à-vis engineering and operations indicated the survey addressed a far more diverse audience than it had in the past. Further, respondents were biased toward management in IT and operations, while staff continued predominant in engineering roles.
and LNS Research recently released their annual Metrics that Matter survey, with an eye towards the impact of the Internet of Things (IoT) on the manufacturing space. Comparing the demographics of this year’s survey respondents to those of the last few years, the growing role of management vis-à-vis engineering and operations indicated the survey addressed a far more diverse audience than it had in the past. Further, respondents were biased toward management in IT and operations, while staff continued predominant in engineering roles.
Impact of the IoT
Although the number of companies that have already seen significant impact from the IoT is still very small, the survey found that trends are in the right direction; similarly, the number of manufacturers that are being driven by their customers to investigate the IoT is also rising.
- For the first time, the percentage of companies intending to an IoT-related initiative over the next year was greater than 50%
- The number of laggards—those who expect to do nothing IoT-related in the foreseeable future—is trending down rapidly
- In 2015, 44% of respondents indicated they didn’t understand the IoT; in 2016, this percentage dropped to 19%
Manufacturing Software
When comparing actual and planned software implementation, a number of trends surfaced. Manufacturers looking at their future manufacturing software architectures are seeking integration and not point solutions. Moreover, there are clear signs that manufacturers are starting to look beyond the plant per se as they consider advanced analytics technologies.
- While manufacturing operations management/manufacturing execution system (MOM/MES) suites remain a popular choice for manufacturing software, the former dominance of data historians will not continue. While 23% of respondents have data historians, only 8% plan for them in the future
- MOM/MES has the highest planned rate of adoption of any category
- Areas clearly on the increase are predictive modeling, plant analytics, and manufacturing intelligence
- Regarding implemented and planned improvement programs, standards (e.g., ISO standards) are popular, and managed improvement programs (e.g., Operational Excellence, Lean Manufacturing) are even more prominent
Trends in MOM
Although MOM purchasing appears to be very conservative in terms of keeping everything close to the plant, evidence from the business software world suggests that the MOM environment might change in the future. The development seen in Enterprise Resource Planning (ERP)—a strong drive to move everything into the cloud—is likely to be mirrored in a movement toward cloud-based MOM. The perceived cloud benefits that survey respondents highlighted were led by lowered cost and increased speed to implement solutions.
Industry Trends
Key trends cited across industry verticals included:
Aerospace & Defense
- 51% cite collaboration with increasingly complex supply chains
- 49% cite integration of business, engineering, and operations
Oil & Gas
- 66% cite the impact of market volatility
Chemicals
- 57% cite the impact of the regulatory environment
Life Sciences
- 67% cite regulatory requirements for quality management
- 49% cite labeling, serialization, and tractability. Requirements
Food & Beverage
- 67% cite compliance with the food safety and modernization act
Operational Improvements
An improvement of 10% in manufacturing cost-per-unit implied good improvement in operational metrics. Almost all showed excellent improvement in first pass yield and production output or throughput. First pass yield rose by a median of 15% and production output by 14%.
A decline in free capacity and an increase in production output over the past year were observed. The continuation of this trend is dependent on both macroeconomics and manufacturing confidence, but the study authors cite “lots about which to be confident in the coming years in manufacturing.”
Analytics
While much of the survey pointed to data-driven change in manufacturing software, only 14% of respondents indicated they had a corporate analytics program that used manufacturing data. The authors suggest that this gap in the use of manufacturing data can be addressed by incorporating analytics into ongoing Operational Excellence and other programs, and advise manufacturers to build a common framework to include both, much as Lean and Six Sigma were combined some years ago.
Of particular interest were manufacturers that were sharing their data outside the enterprise, because this is something that the Internet of Things is going to enable on a much larger scale than is practical today. (31% of respondents indicated they do not share manufacturing data outside the enterprise.)
Top uses for data shared outside the enterprise:
- 35% for suppliers to check quality, delivery, and related information
- 31% for customers to check quality, delivery, and related information
Top uses for big data analytics in the enterprise:
- 43% for continuing manufacturing process improvement
- 27% to improve forecasting of a (single) production plant
- 27% to improve forecasting across multiple production plants
- 27% for Operational Excellence programs
- 23% for continuous Asset Performance Management (APM) improvement across multiple plants
- 20% for real-time alerts based on analyzing manufacturing data
The authors believe that big data analytics is being focused on traditional operational metrics that probably do not need this to help improve; traditional Enterprise Manufacturing Intelligence (EMI) will suffice for these needs.
Recommendations
Noting that the move toward the Industrial Internet of Things (IIoT) is going to affect almost all manufacturers, the authors make three specific recommendations:
- Manufacturers who are in the 19% who do not yet understand the IIoT should investigate the impact immediately. Appoint a team from IT, plants, and at least one business area to investigate and come up with potential areas where IIoT trials could be implemented and devise a budget for the trials.
- Try analytics beyond the plant. Many vendors are making it easy for enterprises to try the cloud, IoT, and big data tools at low or no cost. Make sure that both engineering and business data experts are involved so the variety of data goes beyond typical shop floor data.
- Build commercially viable pilots in which they can investigate more complex analytics and better integration to plant and business through a real IoT platform.
The right Manufacturing Execution System (MES) is a good start to move toward Smart Manufacturing. Download our free checklist that will help you find your perfect MES.
Source: MANUFACTURING METRICS IN AN IoT WORLD, Measuring the Progress of the Industrial Internet of Things